Popular in your industry




































































Related Searches:



























































































































































Top categories



About baggage airport conveyor
Understanding Airport Baggage Conveyor Systems
Airport baggage conveyor systems are intricate networks designed to transport and sort travelers' luggage within airport facilities. These systems are a critical element of airport infrastructure, ensuring the seamless transit of personal effects from check-in to aircraft and vice versa. Engineered to handle the substantial volume of baggage that accompanies air travel, these conveyors operate efficiently and securely to reduce the likelihood of loss or damage.
Customized to address the unique demands of airport logistics, these conveyors boast features such as variable speed settings, automated routing capabilities, and compatibility with airport security apparatus. Built for continuous use, they are robust enough to accommodate various luggage types, from suitcases to duffel bags and other personal articles.
The operation of airport baggage conveyor systems is grounded in straightforward yet sophisticated mechanisms. Bags are placed on a conveyor belt that propels them in a set direction. At strategic intervals, sensors detect the bags, prompting the system to advance them to subsequent processing stages. Incorporating advanced technologies ensures seamless functionality, bolsters security, and enhances the overall passenger experience.
Varieties of Airport Baggage Conveyors
A diverse range of airport baggage conveyors is available to suit different airport layouts and baggage profiles. Common variants include:
-
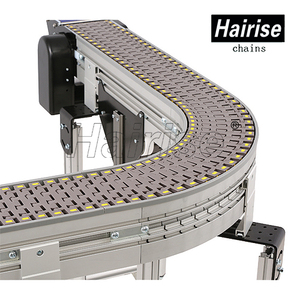
Belt Conveyor: Predominantly utilized in airports, this type features a continuous belt driven by a drum, supported by rollers, and guided by tracks to smoothly transport luggage over extended distances.
-
Roller Conveyor: This type employs a series of rollers to support and convey bags, particularly useful for heavy or bulky items. Roller conveyors are also prevalent in security zones for scanning larger objects.
-
Chain Conveyor: Utilizing chains that move along a track, this system is adept at moving hefty loads and is favored in sorting areas for its sturdy construction.
-
Power Conveyor: These automated systems, which can be based on belts or rollers, are designed for high-traffic airports where efficiency is paramount.
-
Gravity Conveyor: Leveraging the weight of luggage to propel it along the track, this type is apt for smaller airports or areas with lighter baggage flow.
Selecting the Right Airport Baggage Conveyor
Choosing an appropriate airport baggage conveyor system requires careful evaluation of several factors, including airport configuration, luggage types, safety standards, and budget constraints. For entities considering such investments:
-
Analyze the airport's layout to identify optimal locations for conveyor installations in relation to other infrastructure like check-in desks and security stations.
-
Examine the types of luggage processed; the system must be equipped to safely handle the dimensions and weight of typical baggage.
-
Review safety regulations to ensure adherence to both local and international norms, which may influence conveyor design and functionality.
-
Consider environmental factors such as extreme temperatures and outdoor exposure to choose conveyors with suitable protective attributes.
-
Anticipate future expansion and technological progress to prevent early obsolescence of the investment.
Discover Airport Baggage Conveyors on Alibaba.com
Alibaba.com distinguishes itself as a global marketplace that links businesses with an extensive range of suppliers offering diverse airport baggage conveyors. With over twenty years of experience in facilitating international trade, Alibaba.com has become an essential tool for firms seeking premium baggage handling solutions. The platform's broad selection serves a variety of operational needs, from modest enterprises in need of dependable systems to large corporations seeking state-of-the-art efficiency enhancements.
Alibaba.com garners trust from businesses worldwide not only for its varied product range but also for its dedication to secure trading, exemplified by services like Trade Assurance. This commitment to client satisfaction is further demonstrated through support for local language communication and mobile-friendly purchasing options. Whether outfitting a new terminal with advanced conveyors or updating existing equipment, Alibaba.com offers a convenient portal for sourcing wholesale airport baggage conveyor solutions.
Frequently Asked Questions About Airport Baggage Conveyors
What is an Airport Baggage Conveyor?
An Airport Baggage Conveyor is a mechanized system that facilitates the transfer of checked luggage from the check-in zone to the departure area and back, playing a vital role in airport logistics.
How does an airport baggage conveyor work?
An airport baggage conveyor operates via a sequence of belts rotating parallel to the ground, which carry bags or trays to their intended destinations within the airport.
What are the advantages of using an Airport Baggage Conveyor?
Employing an Airport Baggage Conveyor streamlines luggage handling, alleviates physical demands on airport personnel, and significantly boosts the efficiency of airport operations.
Can Airport Baggage Conveyors be tailored to specific airline needs?
Indeed, numerous suppliers on Alibaba.com provide customization options for Airport Baggage Conveyors to accommodate the particular requirements and dimensions of various airlines or airport infrastructures.
What materials are typically used in constructing Airport Baggage Conveyors?
Frequently used materials include stainless steel, galvanized steel, iron, and assorted alloys, chosen for their durability and corrosion resistance, ensuring longevity of service.
How do I determine the appropriate size for an Airport Baggage Conveyor?
The correct size is contingent on the volume of luggage processed by the airport. It is crucial to select a conveyor capable of managing peak loads without causing bottlenecks or operational disruptions.
What distinguishes an inclined from a declined Airport Baggage Conveyor?
An inclined conveyor elevates or lowers luggage along a sloped path, whereas a declined conveyor facilitates downward movement of baggage by gravity, each type suited to particular airport layouts.
What special features should I consider in an Airport Baggage Conveyor?
Considerations should include load capacity, speed regulation, noise emission, and energy efficiency. Some systems may also feature programmable options or integration with other airport systems.
How can I ensure the Airport Baggage Conveyor I purchase is dependable and meets industry norms?
Verifying supplier reputation, perusing customer feedback, and requesting product certifications can help confirm the reliability and compliance of the conveyor with industry benchmarks.
Is it feasible to source eco-friendly Airport Baggage Conveyors?
While eco-friendly alternatives may be more niche, some suppliers offer innovations aimed at reducing energy use or employing materials with a lesser environmental footprint. Direct communication with suppliers on Alibaba.com is key to identifying the most suitable options.
Is it possible to request a sample before making a bulk order?
Many suppliers on Alibaba.com facilitate sample orders, allowing businesses to assess product quality and compatibility prior to a major purchase commitment.
What maintenance do Airport Baggage Conveyors require?
Routine maintenance typically involves cleaning, alignment checks, and ensuring the integrity of moving components like belts. The specifics of maintenance depend on the frequency and intensity of use.