Popular in your industry














































































Related Searches:











































































































































Top categories
















About color sorters
What are Color Sorters
Color sorters are sophisticated machines designed to automate the process of sorting various items by color, a task that is vital across numerous industries. These machines are widely used in food processing for sorting grains, beans, nuts, and spices, as well as in recycling facilities for sorting plastics and metals. By ensuring product quality and purity, color sorters play an essential role in maintaining standards and improving the efficiency of production lines.
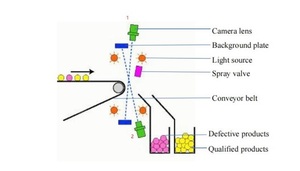
The principle behind color sorting involves using sensors to detect the color of individual items as they pass through the machine at high speeds. These sensors are typically connected to a computer system that employs advanced image processing software to analyze the colors of the objects. Once an item is identified as being out-of-spec based on its color, the system triggers a mechanical device that physically separates the item from the stream of products.
Color sorters come in various configurations, with some using high-resolution cameras and others employing specialized sensors that can detect subtle variations in color that may not be visible to the human eye. This technology allows for incredibly accurate and fast sorting, which is crucial for businesses that deal with large quantities of products that need to be sorted based on their hue. The machines can often be customized with different settings to accommodate different types of products and sorting criteria, making them versatile tools for many applications.
Types of Color Sorters
Color sorters can be classified into several types based on their design and sorting mechanism:
Optical Color Sorter: These machines use optical sensors or CCD (charge-coupled device) cameras to capture images of each item. They are highly accurate and suitable for sorting products such as grains, coffee beans, and plastics based on color differences.
Belt-type Color Sorter: This type employs a conveyor belt system for transporting items past the sensors. They are particularly effective for sorting flat or irregularly shaped objects that need to be spread out for proper scanning.
Chute-type Color Sorter: Utilizing gravity, items slide down chutes and pass by sensors for color analysis. This type is commonly used for spherical or rounded products like seeds or nuts.
LED Color Sorter: These sorters use LED lighting to enhance the colors of items as they pass through the machine, allowing for better distinction between similar shades. They are widely used in food processing plants.
Each type has its applications and is chosen based on factors like product characteristics, speed requirements, and accuracy levels needed for specific sorting tasks.
How to choose Color Sorters
Selecting the right color sorter is critical to ensure efficiency and accuracy in sorting operations. Businesses should consider several factors when choosing a color sorter:
Product Type: The physical properties of the items being sorted will influence which sorter is appropriate. For example, belt-type sorters might be better suited for flat or fragile products, while chute-type sorters may be more effective for rounded items.
Sorting Accuracy: Depending on the level of precision required, businesses may opt for machines with more advanced sensor technology capable of detecting minute color variations.
Throughput Rate: Consideration must be given to the volume of product that needs to be sorted within a given timeframe. High-speed sorters will be necessary for operations requiring rapid processing.
Flexibility: A sorter with adjustable settings can handle various products and sorting criteria, which is beneficial if a business works with a diverse range of items.
After-sales Service: Reliable technical support is important for maintaining sorter performance over time. Businesses should look for suppliers who provide comprehensive after-sales services.
By carefully evaluating these factors against their specific needs, businesses can make informed decisions when purchasing color sorters and ensure they acquire equipment that enhances their operational effectiveness.
Best Color Sorters on Alibaba.com
Alibaba.com offers a broad selection of color sorters from various global suppliers, providing businesses with access to equipment that meets their specific needs. Alibaba's platform facilitates an efficient procurement process by connecting buyers with suppliers offering machines suitable for a wide array of applications—from food processing to recycling. With user-generated content such as reviews and ratings, buyers can make informed decisions while benefiting from Alibaba's Trade Assurance program that safeguards their transactions.
The marketplace's commitment to serving small and medium-sized businesses around the world ensures that regardless of location or industry—whether it's rice processing in India or plastic recycling in Brazil—quality equipment is within reach. Alibaba.com simplifies international trade by providing tools that cater to local language preferences and mobile-friendly interfaces for convenient browsing and purchasing on-the-go.
By choosing Alibaba.com as your sourcing platform, you gain access to a vast network of suppliers ready to fulfill both standard and custom order requirements. The emphasis on secure transactions and supplier reliability means businesses can trust in acquiring equipment that aligns with their operational demands without compromising on service quality or efficiency.
Common FAQs for Color Sorters
What is a color sorter and how does it work?
A color sorter is a machine used to sort items, typically agricultural products or recyclables, based on their color. It uses sensors to detect the color of objects and a computer system to process this information, triggering a mechanism that separates items of differing colors.
What industries can benefit from using color sorters?
Color sorters are beneficial in several industries, including agriculture for sorting grains, seeds, and beans; food processing for quality control; and recycling for material separation such as plastics.
What are the key components of a color sorter?
The key components of a color sorter include sensors or cameras for detecting color differences, a processing unit for decision-making, and an ejection system to separate the items based on the set criteria.
How do different types of color sorters compare?
Optical sorters are highly accurate and suitable for a wide range of products. Belt-type sorters are ideal for flat or fragile items, while chute-type sorters work well with spherical or rounded objects. LED sorters provide enhanced lighting to distinguish similar shades.
What factors should I consider when choosing a color sorter?
When selecting a color sorter, consider the product type, sorting accuracy required, throughput rate needed, machine flexibility, and the availability of after-sales service from the supplier.
How does product type influence the choice of color sorter?
Different products have varying physical characteristics that affect how they should be sorted. For instance, some products may require belt-type sorters to avoid damage during sorting, while others may be better suited to chute-type sorters due to their shape.
Why is sorting accuracy important in choosing a color sorter?
Sorting accuracy is crucial for maintaining quality standards and maximizing product value. More accurate machines can detect finer color differences, reducing the risk of incorrect sorting which can lead to product waste or lower quality.
What is the importance of throughput rate in a color sorter?
Throughput rate determines how much product can be sorted within a given period. A higher throughput rate is necessary for businesses with large-scale operations to maintain efficiency and meet production demands.
Can color sorters be adjusted for different products?
Many color sorters offer adjustable settings that allow them to be customized for different products and sorting criteria, making them versatile tools for businesses that handle various types of items.
What after-sales services are typically provided with color sorters?
After-sales services may include online support, video technical support, and engineers available to service machinery overseas. These services are essential for maintaining machine performance and addressing any issues that may arise.